Fabricación de prótesis parciales con estructura metálica en laboratorio
Introducción
Plan
- Revisión de modelos de trabajo
- Preparación de modelos de trabajo
- Preparación de la réplica en material refractario
- Preparando el modelo de chasis
- Fijación de las varillas, cono de colada y revestimiento.
- Calentamiento preparatorio
- Fundición de la aleación
- Acabados
- Articulando
- Selección y montaje de dientes protésicos
- Polimerización de bases de resina
Conclusión Bibliografía
INTRODUCCIÓN :
La producción de una prótesis parcial removible colada requiere de una rigurosa cadena tecnológica de laboratorio orientada a preservar toda la información entregada por el clínico y desarrollar una prótesis correcta que cumpla con todos los requisitos protésicos.
- REVISIÓN DE MODELOS DE TRABAJO:
Luego de realizar las preparaciones en boca y tomar la impresión, el profesional debe comparar el modelo de trabajo obtenido con el modelo de estudio. Es conveniente reproducir en el modelo de trabajo el proyecto resaltado en el modelo de estudio (eje de inserción, tipo de ganchos y preparaciones dentarias).


Es imprescindible volver a colocar el modelo de trabajo sobre el paralelizador para comprobar el eje de inserción ya elegido y volver a trazar la línea guía sobre los dientes de soporte del gancho para objetivar las zonas de socavado necesarias para los elementos de retención y las zonas de socavado utilizables para los elementos de estabilización del chasis.



- PREPARACIÓN DE MODELOS DE TRABAJO:
Consiste en eliminar todas las zonas rehundidas excepto las reservadas para los extremos retentivos de los ganchos. Incluye dos fases:
-Eliminación de zonas socavadas a nivel de los dientes de soporte del gancho mediante vertido de cera líquida (desde el borde marginal de la encía hasta el límite gingival inferior del gancho);


– Creación de zonas de descarga
- En la ubicación de la barra lingual (dejar un espacio de 0,4 mm para evitar cualquier ulceración).
- A nivel de ciertas zonas sensibles (torus, papila retroincisiva, fuerte socavación).
- A nivel de las zonas edéntulas para permitir el anclaje mecánico de la resina entre las sillas metálicas y el modelo.
- A nivel de ciertos brazos de gancho espaciados desde la encía (ejemplo gancho Roach T).


- PREPARACIÓN DE LA RÉPLICA EN MATERIAL REFRACTARIO:
Se debe preparar una réplica del modelo preparado, llamada “DUPLICADO”, porque es sobre ella que se realiza el modelo de cera del chasis y el vaciado del mismo.
La aleación.
La realización de este duplicado se realiza de la siguiente manera:
-1- Toma de impresión del modelo preparado con gelatina que es un hidrocoloide reversible, conservado en un calentador (gelatina) a 50°.
Este paso requiere la utilización de una mufla de gelatina en cuyo interior se coloca el modelo preparado después de haberlo hidratado y secado con aire comprimido.
Luego se vierte la gelatina en la mufla hasta su saturación.
Una vez que la gelatina se ha endurecido (1 hora de enfriamiento), se retira con cuidado el modelo inicial.



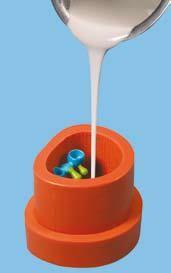
-2- Vaciado de la impresión en el material refractario:
Cada recubrimiento comercializado tiene sus propias características y sus propias instrucciones de uso, por lo que es imprescindible seguir las instrucciones del fabricante en cuanto a dosis y protocolo de uso.
Los recubrimientos aglomerados con fosfato o con silicato están destinados a la fundición de aleaciones con un rango de fusión superior a 1100° (aleación de cromo-cobalto).
El material se mezcla al vacío y se vierte mediante un vibrador en la impresión de gelatina.



Después de una hora, la “DUPLICATA” se puede separar de la gelatina, que luego se deshidratará en un horno a 200°C durante 45 minutos y luego se sumergirá rápidamente en un baño de endurecimiento.


- PREPARACIÓN DEL MODELO DE CHASIS :
La escultura del marco se realiza mediante elementos prefabricados denominados “PREFORMAS” comercializados en cera o plástico y que serán pegados a la superficie del revestimiento.


El esculpido del modelo del chasis se realiza en cinco etapas:
-Relleno de cera de los compartimentos destinados a los topes oclusales,
-Instalación de los distintos ganchos,
-Instalación de rejillas de retención a nivel del sillín,
-Configurar las distintas conexiones (principal y secundaria),
-Acabado del modelo con cera. Al finalizar se debe tener cuidado de no crear puntos débiles en las zonas de conexión.
Al finalizar este paso el modelo está listo para ser colocado en un cilindro.




- FIJACIÓN DE LAS BARRAS, DEL CONO DE COLADA Y DEL RECUBRIMIENTO:
- Fijación de las varillas y del cono de colada
Luego de terminar de esculpir el modelo, a esta armadura se deben unir las varillas de fundición , su función es conducir la aleación fundida hacia el modelo a fundir. Su número varía dependiendo de la zona de la placa y del número de ganchos.



Todas estas varillas deben converger hacia una varilla principal que a su vez está conectada a un cono de fundición de goma o cera que se colocará frente al crisol de fusión.
- Revestimiento
El modelo se fija a la base de un cilindro utilizando cera no quebradiza.
Se utiliza el mismo recubrimiento que para el “duplicado” respetando las instrucciones de uso.
Una vez fraguado el revestimiento y retirado el cilindro, se separa el cono de colado del cilindro y la varilla principal aparece en la parte inferior de la impresión. Luego se coloca el cilindro en el horno con el cono de fundición apuntando hacia abajo.


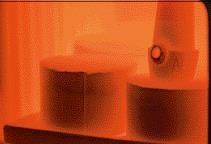
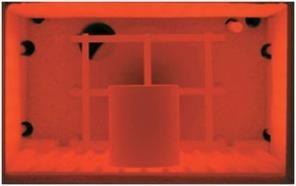
- CALENTAMIENTO PREPARATORIO:
El calentamiento lento se realiza en etapas de 10 a 15 minutos, primero a 300°C, luego a 600°C y finalmente una etapa de 45 minutos a la temperatura de fusión de la aleación que es de 1050° para el Cromo-Cobalto.
Esta calefacción tiene los siguientes objetivos:
- Para eliminar todos los restos de cera y humedad,
- Para eliminar los gases no deseados que se forman,
- Para desarrollar la cantidad deseada de expansión para el recubrimiento,
- Para reducir la diferencia entre la temperatura del cilindro y la de la aleación fundida.

- FUNDICIÓN DE LA ALEACIÓN:
Al final de esta etapa se puede iniciar la fundición real del metal; Para ello es necesario fundir la aleación utilizada para permitir que fluya dentro del cilindro.
La aleación más utilizada en prótesis parciales con estructura metálica es el Cromo-Cobalto (conocida en la industria como stellite) por su excelente rigidez bajo bajos espesores, su buena tolerancia biológica y su precio de costo.
Es durante la tercera etapa cuando se realiza el casting. Esta fundición se realiza ya sea por centrifugación o por presión/depresión.
- ACABADOS:
- Desbaste de la pieza protésica: Después del colado, el cilindro se enfría al aire libre. Luego se fractura con un martillo golpeando el tercio del cilindro del lado del modelo.
Luego se recupera la pieza protésica y se arena para eliminar los restos del recubrimiento y la capa de óxido que cubre la superficie metálica.
En esta etapa se cortan las varillas de fundición, luego viene el pulido electrolítico (el chasis cumple el papel de ánodo soluble en su superficie) en medio ácido, un enjuague con agua para finalizar.



- Pulido mecánico: Se desbarba toda la pieza con una serie de instrumentos rotatorios para eliminar toda rugosidad de la superficie de la pieza fundida, seguido de un pulido con cepillos de crin de caballo – Gamuza – para dar a la pieza fundida un aspecto brillante.
Al finalizar este paso es necesario realizar una última comprobación para verificar la correcta adaptación de la pieza protésica al modelo inicial previamente liberado de la cera de descarga.



- INSTALACIÓN DEL ARTICULADOR:
Luego se prueba el marco en la boca y se registra la oclusión utilizando el marco como soporte para el modelo de oclusión.
Los modelos de trabajo se montan en el articulador y puede comenzar el montaje de los dientes artificiales.
- ELECCIÓN Y MONTAJE DE DIENTES PROTÉSICOS:
Los dientes protésicos se eligen en material, color, dimensiones y forma.
El montaje de los dientes se realiza de acuerdo con las reglas clásicas de montaje, es decir:
- Los ejes de los dientes anteriores (en los tres planos sagital, horizontal y frontal),
- Integración de la cara proximal del diente protésico en el hombro de los ganchos,
- Respetar la línea de cresta de los dientes posteriores para ubicar los surcos mesio-distales en la misma línea.
- POLIMERIZACIÓN DE BASES DE RESINA:
La polimerización de bases de resina es significativamente más complicada de implementar debido a la presencia del marco de metal con numerosos ganchos.
La mufla se realiza sobre el molde de trabajo lo que tiene la ventaja de no perder la precisión de la impresión . La particularidad de esta mufla es que el marco está enteramente revestido en yeso. Se realizan los pasos clásicos de ebullición, preparación de la resina termopolimerizable, embutición, prensado y finalmente polimerización. El desmoldeo, dada la fragilidad de los elementos que constituyen el chasis, debe realizarse con cuidado. El uso de silicona de muy alta viscosidad colocada junto a los elementos frágiles facilita la recuperación de la prótesis invertida en la mufla.
CONCLUSIÓN :
Respetar la cadena tecnológica nos permite desarrollar un marco metálico que encaje en la boca con el mínimo de alteraciones posibles.
B IBLIOGRAFÍA:
[1]- O’BRIEN, RYGE Traducido y adaptado por Pierre Desautels, Materiales dentales precisos y guía de selección,
Gaëtan Morin editor;
[2]- SKINNER y PHILLIPS,
Ciencia de los materiales dentales, Julien prélat, París 1971;
[3]- BEGO, La prótesis metálica removible,
Proveedor oficial de asistencia a los equipos olímpicos alemanes desde 2002.
[4]- O. LAVIOLE, E. d’INCAU, J. BROUSSEAUD, V. ICHANE y I. QUEGUINER, D. BLONDEL y L. ARNOULD,
De la impresión a la prueba del marco metálico: pasos de laboratorio e implicaciones clínicas, Prosthetic Strategy septiembre 2005 • vol 5, n° 4;
[5]- P. Rocher, J.-J. Guyonnet, G. Grégoire, Trabajo con aleaciones dentales,
Odontología EMC 23-360-A-10, 2004;
Fabricación de prótesis parciales con estructura metálica en laboratorio
Las caries profundas pueden requerir un tratamiento de conducto radicular.
Las carillas dentales corrigen dientes astillados o descoloridos.
Los dientes desalineados pueden provocar un desgaste desigual.
Los implantes dentales preservan la estructura ósea de la mandíbula.
Los enjuagues bucales con flúor ayudan a prevenir las caries.
Los dientes de leche cariados pueden afectar la posición de los dientes permanentes.
Un cepillo de dientes eléctrico limpia las zonas difíciles de alcanzar con mayor eficacia.